Core was custom made to our specs. The place I get them from is quite reasonable on the price and it only took one week to get. We were albe to specify nearly every aspect of it: height, witdh, header flange width etc.
Core is a single row, 1.5" tube.
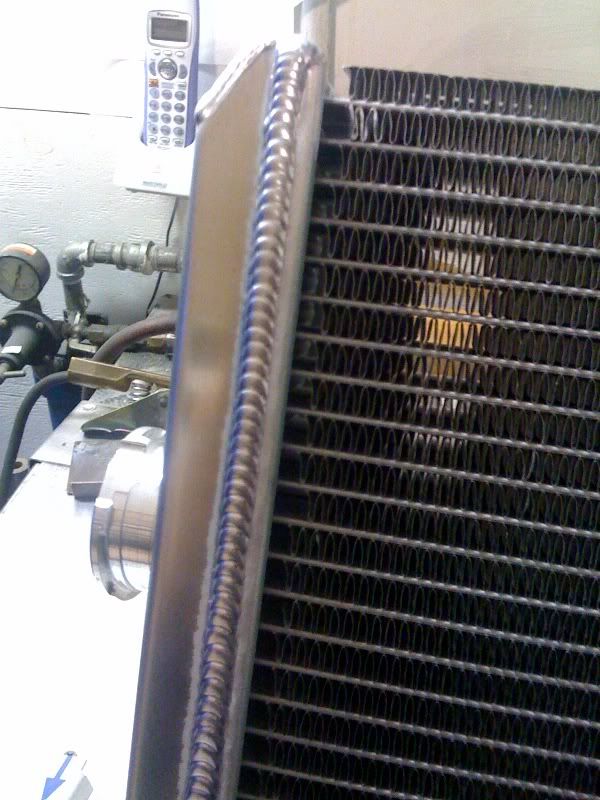
I bent the tanks from some 0.060" aluminum to match the thickness of the header flanges. Friday nite I welded most of the drivers side tank on (I still need to do the bottom cap and mount).
Filler neck welded from inside
Tank welded
We are still working out the details as to the position of the inlet and outlet on the driver side tank, and the bottom mounting pins. Hopefully we’ll have that done tomorrow and I can finish welding this up and pressre testing it by the end of the weekend.
Id have to find out an approx price on a core of that size. So far I have only priced out the single row core like this, and a 3" thick dual row core (maybee thats what you mean, a 3" core).
Complete prob in the $450-600 range Id say. That is if you need a custom core. Cheaper if I can buy a core off the shelf to make it from.
Cute, but don’t be afraid to run more heat, and pick up your travel speed a bit on the welding. A professional gtaw alu weld should show “wetting” at the toes of the weld. Also, wash all craters out/never leave a crater. Craters tend to leak, and aluminum is prone to “crater cracks”. That core you are using is most likely made of a 3000 series alu(3003 most likely). I would also assume you are using ER4043 filler rod, prolly 3/32in diameter. If you can handle the heat, and a bigger rod, run hotter and move up to 1/8in diameter rod. Just my $.02.
Thanks for the input, its definitely appreciated. Im def no expert at welding aluminum yet. Ive only done a handful of projects and never had any official training.
Anyway, you got it exaclty right on the filler type and size. 3/32 is the biggest that I have at the moment (sicne its the biggest that came with my welder).
Biggest problem I had was the core pooling much faster than the tank, probably from the material difference and the sharp edge on the tank im dealing with. I adjusted my torch position to compensate and I think by the end I was doing ok. I also agree that the welds are very closely stacked. I need to figure out how to move faster… it feels like I am already moving as fast as I can. Maybee itll be different with the larger filler?
Yep, the header always want to burn away first. Try tapping it down TIGHT against the tank, that will help some. Sometimes the weld pool is “starving” for filler rod, hence why a larger diameter is works better sometimes. It’s all personal preference.
Here are some guys I welded up, using 1/8 rod, moderate heat and i’d say, medium travel speed:
It takes practice, you are doing pretty decent for picking it up on your own. And yes, alway keep some scrap around to dial yourself in on. Different thickness materials, ect.
Your stainless looks really nice! Nice copper color! Do you use a gas lens? I find they work real nice for stainless/nickel alloys, they give you a better blanket of shielding gas. Lookin’ good!
Played around some tonight using hte same 0.060 matl that I made the tanks from. Of course I wasnt welding to the header mat’l, but I think this is an improvement already. Seems part of my problem is being even with distributing the heat to keep the welds symetrical.
Back up a bit and try taking a few without a flash. If you have enough ambient light, it should help. The flash tends to really wash out reflective materials. :tup:
You say you are using a Syncrowave 180SD? Some of the later model 180SD’s have adjustable AC balance. You can get a more constricted arc by turning the dial to the right (giving you more “penetration”, as the dial is labeled, actually what it’s doing is giving you more time in the electrode negative portion of the AC half cycle. This helps keep the tungsten from balling up, hence giving you more control over the arc.) What tungsten are you using? Pure tungsten sucks total ass, its for old fggts that think that’s all you can use to weld alu(and it was in like 1970). Zirconiated or Lanthanated tungsten works the best for aluminum welding.
Mine is an older 180SD, it has the giant lever on the front that you use to change the polarity.
I was using pure tungsten on these welds. Its what I started with as thats what I was told you should use. When I first got my own welder I didnt have any pure and used Thoriated, which worked and didnt ball, but I went back to the pure. Sounds like I will be picking up some more tungsten when I go to pick up that larger filler and more gas on sat am.
So I finished this up last night. I think it came out pretty good for my first attempt at making a radiator. I have a ways to go to get it looking like lowlyoilbuners, but its a start for sure.
Adjustable height lower mounting pins. He wanted the height adjustable… so I cam up with this. The threaded rod will sit in the stock cups, and the nut will provide the adjustment (with some good loctite to keep things in place, or a double nut of room allows).