I used something like that at work once but dont know where it came from. Its just a bolt that has been drilled and tapped on a lathe. Its nothing more than that. Just make one yourself or pay newman a couple buck to do one up for you. What is the application? If it is non structural then it will be real easy to make out of grade 2 bolt. Material will be your only concern as far as modifing a bolt really being practical so what is it for?
i do not wish to buy a couple of these, i am considering redesigning some products that i manufacture but i cant find this piece. making it is out of the question because i know tons of companies are using these on their arms already. JIC, Tanabe etc.
i do have access to similar stuff but as god (newman) mentioned, the length is a problem.
somewhere some company makes these and i want to know who it is and how i can get them.
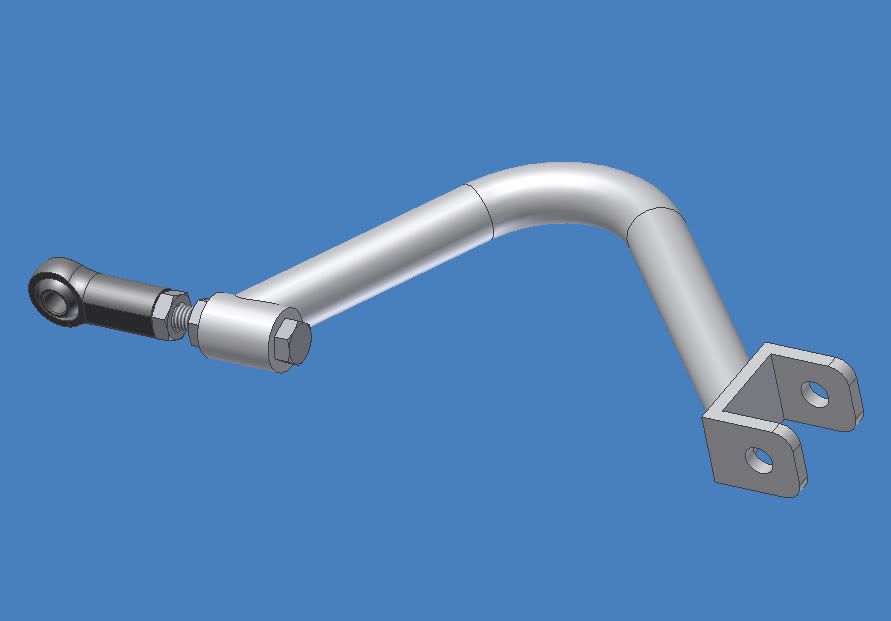
my arms at present use a turn-buckle style of adjustment:
i didn’t realize it was reverse threaded on the outside… Bing, chances are it’s specialty made for those products… A lot of that shit is all made in the same plants anyways…
I just don’t know what kind of clearances you have to work with, but this setup uses all “off the shelf parts”, not those adapter pieces you are currently using.
Modifing a bolt with a left hand internal formed thread is a one operation job. You think you can find them cheaper than taking a .50 cent bolt an and doing 3 minutes of manual work on it.
At SSBC we were coring 1.5 piston with a 1" OD 135 degree insert drill 1.5" deep in about 4 seconds (22inches a minute) into 304 SS without any predrilling, centerdrilling,etc. If he is going to make money on these then he needs to make quantity which justifies around 100 buck in tooling. Use a thread former just for good measure. I think it is very realistic in a manual mill to do them in 3 to 5 minutes. On a NC controlled mill. it would take about 1min. All you have to do is make a fixture(i.e make a female thread in a round and put it in a 3 jaw chuck) and screw the bolt in. Machine. Screw the bolt out. As long as he applies torque wrench force to it when he puts it in he shouldnt have any problems with it backiung out when the left hand thread is being formed. We did something like this before and it was stupid quick.
You could always source it. I was just saying he could by the tools(really less that 100 bucks) and at the speed you can do them in a lathe he could get newman or anyone else he knows with shop access to make about 20/hour. Firgure newman grabs half a saturday he make about 100 of these. Does bing seriously expect to sell 50 pairs of these things? If he does then the tools will allow him to pop them off. Fuck, i’ll do them at school if he pays me. We finally got a decent lathe in the student shop. I used to do production work in old school shops all the up to the most advanced.
it isnt jsut tanabe and jic using this stuff, alot of the smaller guys are too so i know this stuff is off the shelf somewhere.
Newman, you’re crazy man… you are seriously making me feel bad by drawing up diagrams like that in like 15 minutes inbetween the work you are actually getting paid for. i’m jealous and humbled, but still, screw you hippy.


{kind=link}
{kind=link}