Im in toronto right now visiting my brother, you gonna be at importfest?
I may drop by there tomorrow afternoon.
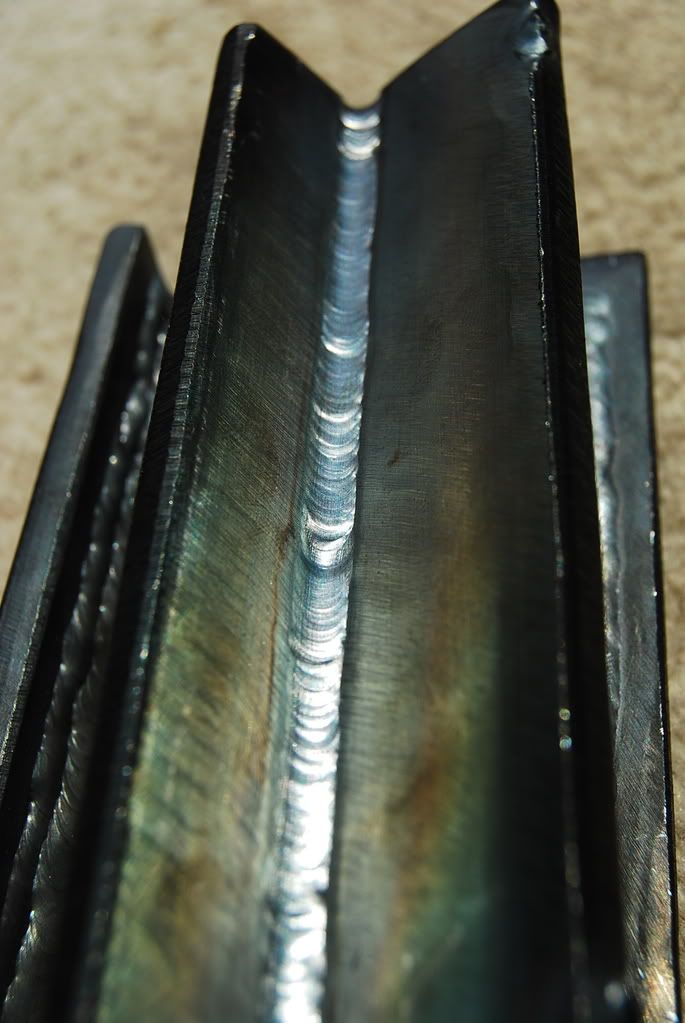
well got a little more work done today. I took the weekend off and went to toronto so theres still a few things left. I notched both of the rear braces and getting them ready to welding tomorrow. should have it done by the weekend. then its time to paint everything.




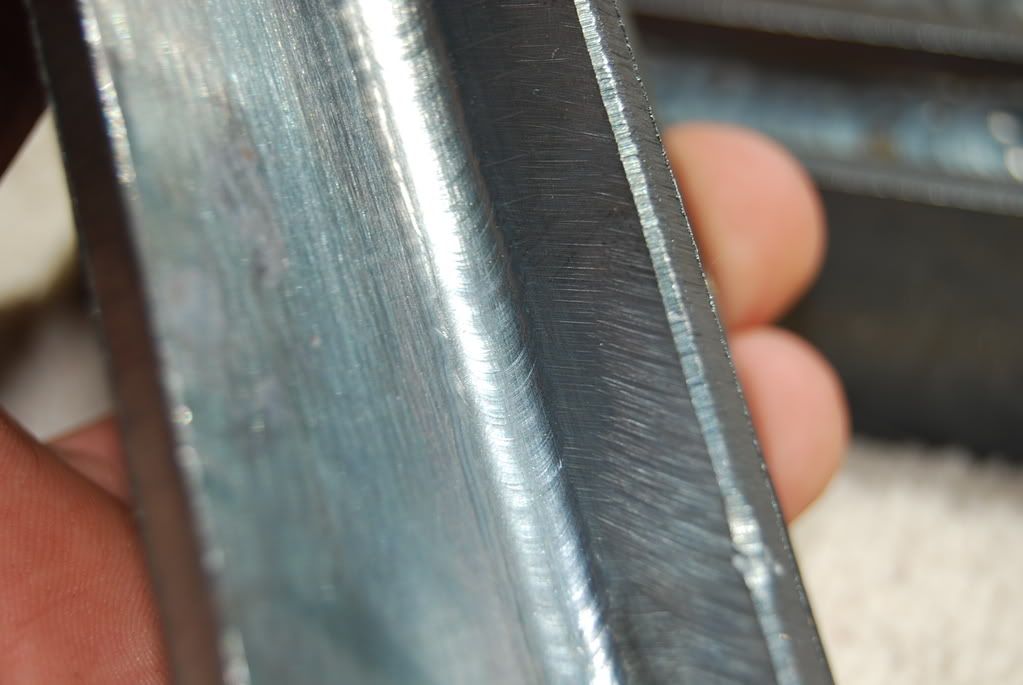
my home rigged tube notcher works pretty good for the moeny I spent as you can see in the pic above.
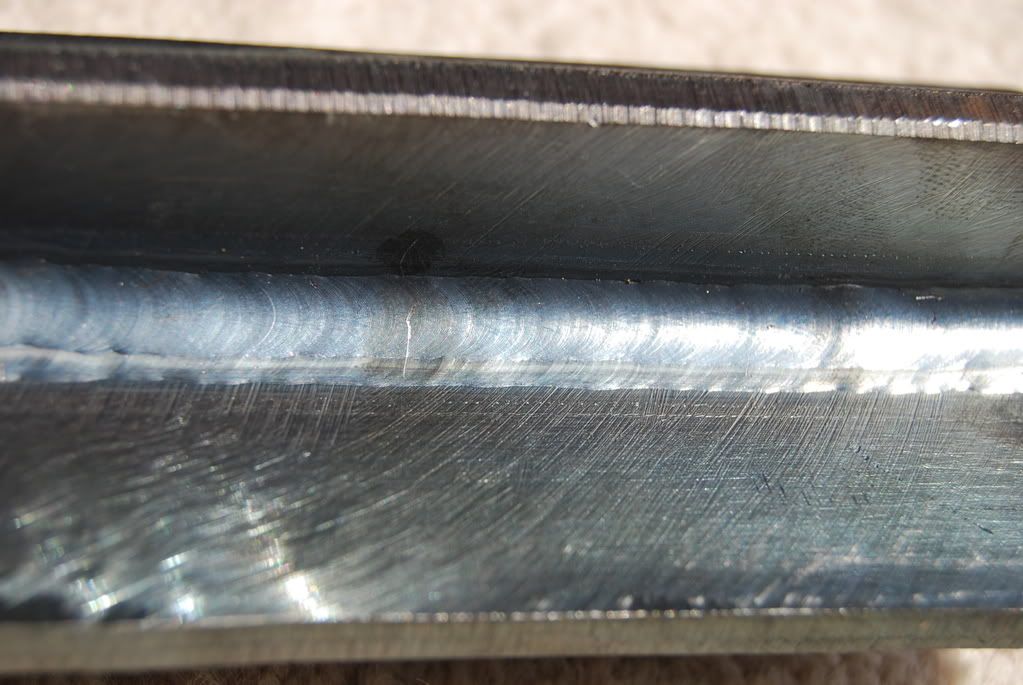
Base plate welds look a little on the hot side. And a little inconsistent. but, I understand why.
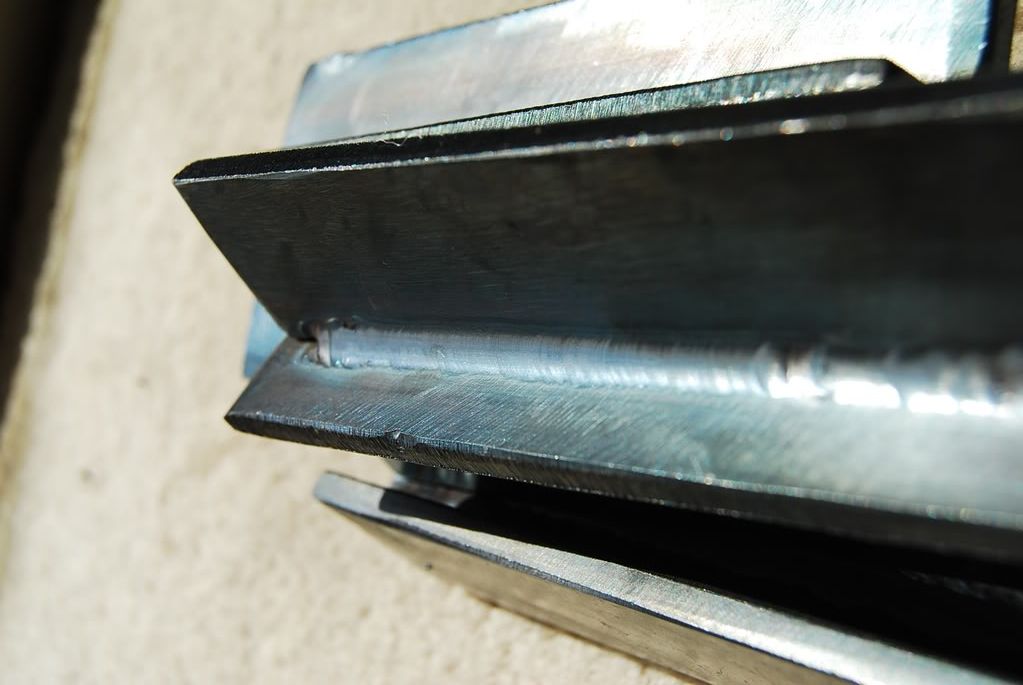
The beads on the bars should be a little tighter. Other wise it looks great!
(please don’t take that as me shitting on you. I’m just trying to give you some pointers)
Keep it up!
welding the baseplates isnt that easy. I had to take the wheels and coilovers off to clean the backside just to get it to weld at all with a tig. I borrowed a mig from a friend but its garbage so I just stuck with the tig. Thanks for the tips though, some of the positiions Im in to weld this thing you wouldnt believe, but I manage.
thats the fun of it.
if it wasent hard it wouldent be rewarding
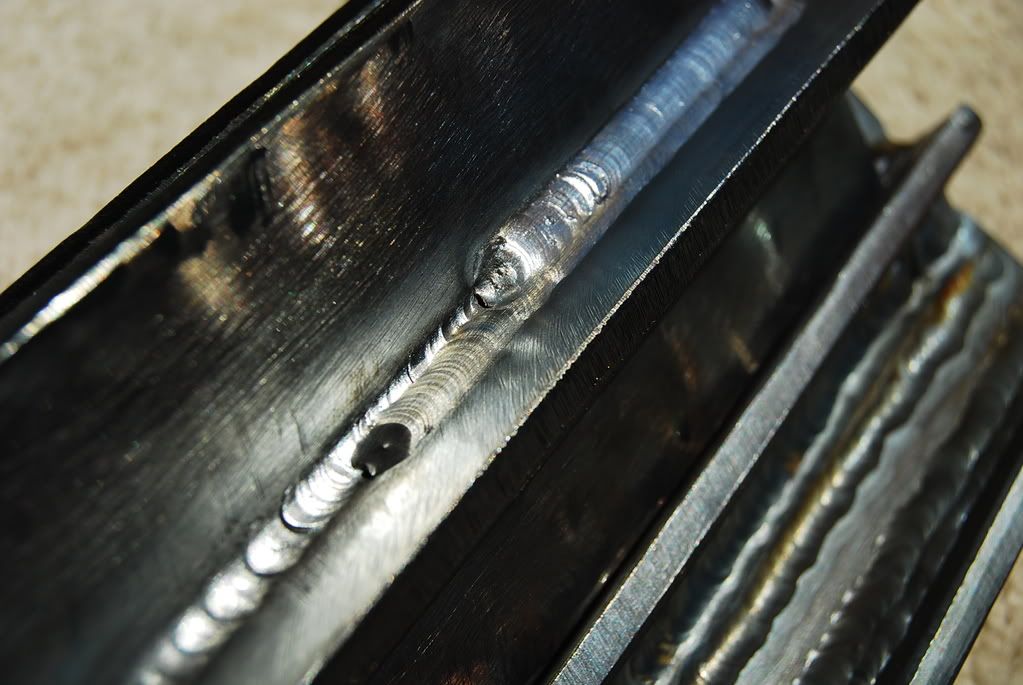
I know, that’s why I understand they are the way they are, lol. However, the welds on the bars should be tightened up a bit. Do your dipping closer together.
I’d definately believe… I’ve had to some serious welds in some seriously f’ed up positions… I’ve had to use mirriors to do some welds because I simply couldn’t get anything other than a mirrior, my mits, and a torch… (the back of a pipe close to a wall)
well I got really good penetration with a good amount of filler on that rear bar so I would be caking it with filler if I did. Havent tried the mirror or a magnifier yet but I need to. This is all with a no17 torch and a long backcap too 
Nice work!! I would like to build one my self.
Get a short back cap and some short tungsten. It makes life easier when it comes to projects like this.
Using a mirror can be a real pain in the ass… Your mind plays tricks on you. You think you’re going the right direction, but you’re really going backwards… Although it’s pretty easy to correct yourself.
Mind if I ask what you’re using? Filler? Tungsten? etc…
If you’ll take it as advice and not shitting, or “I’m trying to be better than you”, I will post a picture of how a TIG weld should look like. As many get the wrong impression. I’ll make a 3 bead pass on some scrap stuff tomorrow.
Sorry, I just love talking about welding and fabrication, lol.
if you love weld talk check out the welding and fabrication section on honda-tech, tons of crazy welders there. I dont mind the advice at all, Im by no means a pro welder, I just have a lot of practice by now.
Im using a 3/32" tungsten and 1/16" er70s-2 because I have a bunch of it but it works out good. I have a short cap as well which I agree comes in handy especially in tight spaces.
^ I browse HT all the time. There is some amazing welders and fabricators on that site. I can’t login anymore though… I don’t remember my password, lol.
That filler should be good. I don’t know what size the tubing is or what it’s made out of. I think you said mild steel so ER70S-2 should be fine. Maybe a 3/32 might be better or a higher tensile rated rod like an 80. But, I’m too lazy to re-read and find out what you were using.
I’m about to post pics of a few quick TIG welds I threw together today…
P.S.
I did NOT use proper cleaning techniques as I just slapped it together quick. It’s mainly for comparison…
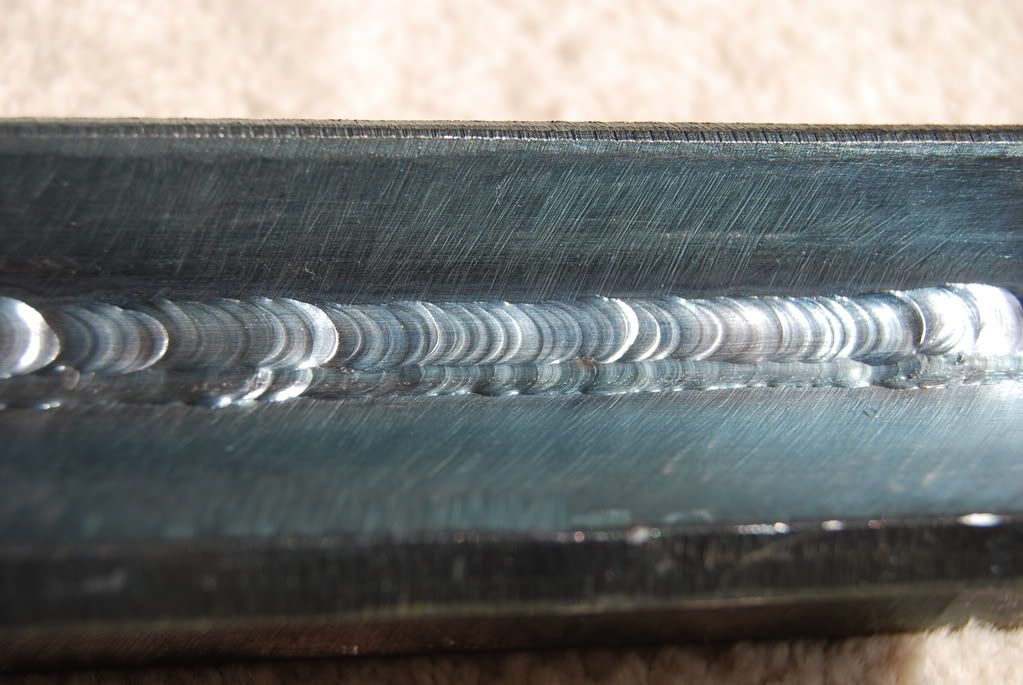
Here’s a quick multi pass overhead I threw together today.
All welds done with 3/32’ 2% Thoriated Tungsten and 3/32" filler rod. All welds performed on 1/4" thick mild steel in a tee shape.
See how tight together my beads are. That is what I mean by tighter beads. Mine aren’t perfect… I hadn’t eaten so I was kinda shakey today.
Here’s a sinlge pass done in the horizontal position.
Single pass overhead.

Multi-pass done in verticle up.
Note: This was done to simply show all 3 beads.
Another overhead.
Verticle up. A little slow.
Horizontal done to slow.
Note: the other welds are NOT mine.

A much to slow Overhead.
A shakey mutli-pass verticla up.
Nickle used for a size reference.

Hopefully this will give you an idea on how tight they should be. They don’t necessarily hve to be THAT tight. But, they do need to be tighter.
Learning how to walk the cup will greatly help.
Looks gorgeous man, VERY nice beads…
SWEET! you are a very good welder. thanks for the tips. I just finished up a lot of it today. One question though, if they are so much closer together dont you find that the welds are too hot? I researched welds on rollcages on forums and websites I found on google, also google image has a lot of good pictures to compare to. Its too late to redo them anyway, we’ll see how they hold up when I roll it. 
Lots of progess in the last couple days, all I have left now is the dash bar and the frame supports. I was thinkign about doing some more bracing with some gussets on the a-pillars and maybe the b-pillers. I have some more tubing left over so I might also get creative with that. Anyway, here is the progress. Should be done by tomorrow night if I dont run out of argon  enjoy…
enjoy…






S13counterpart, you should offer your welding services for those that want to get a cage built or other stuff such as seam welding the chassis.
I’d be interested when I’m ready 
Looks really good man!
Thank you.
Thank you EviltoM. You are a good welder as well. You just need to pull the beads tighter together.
Some, of my welds were a tiny bit on the hot side. Like I said, I rushed through those pieces just to kind of give you a reference.
That being said. The majority of them are perfectly fine. This is how the CWB and TSSA wants to see TIG welds. If they do not look like those one a test plate. You’ll fail the visual instantly. You won’t even have the chance for X-rays, Ultrasounds, or bend tests.
I do not mind sharing advice with people. As long as they take it as advice and don’t attempt to start a pissing match with me.
I know it’s a little late to go and do the welds over again. Although, I don’t think your welds will fail. The material is thin enough and you have enough penetration.
Keep up the good work man. You can only get better from here.
If you ever need a hand or advice or whatever, don’t hesitate to shoot me a PM.
While I didn’t post up my welds to try to gain attention. More to simply offer some advice. I will offer my welding services but only to people who are serious. I don’t like wasting my time.
Sorry for the multiple posts but I can’t seem to do a multi-quote post.